 021-5646-7898
021-5646-7898
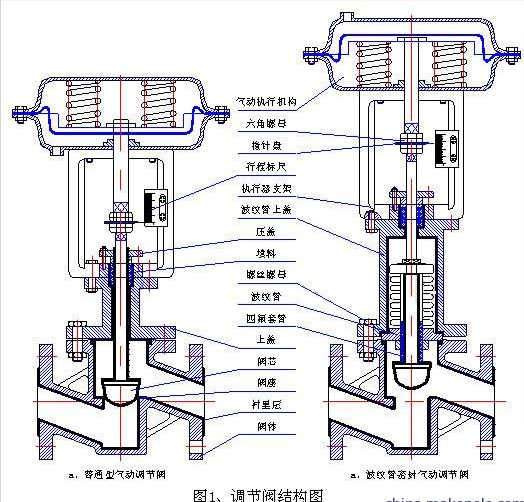
有毒性、易挥发或贵重的流体不允许其泄漏时、高真空应用时或按环保清新空气要求(EPA、TA-Luft认证)时,以及核工业、石化等领域的特殊应用时,不能用径向环缝的填料密封,使用金属波纹管密封来实现“零泄漏”要求。
控制阀波纹管密封是应用波纹管组件,将其下端通常是焊接固定在阀杆上,上端固定在延长阀盖上并被压紧密封,为阀杆与阀内的过程介质之间提供一个可轴向变形的金属隔离套,形成动密封,以实现阀杆处的“零泄漏”,而且阀杆提升动作无摩擦。辅助常规的阀杆填料后备被作为双重保护,以防止万一波纹管破裂或失效时产生外漏。一般都设计有泄漏检查接口,必要时也可利用这个接口注入密封液/隔离液,也可以安装泄漏开关/传感器。
金属波纹管(Metal bellows)是一种弹性、薄壁、有多个横向波纹的管壳零件(以下简称波纹管),可制成单层或多层。
波纹管有三种制造方法:机械成形、液压成形、焊接。
用机械成形方法制造的波纹管,其波纹是在金属薄壁管上用旋转工具或模具单个波纹连续地加工成形,可根据需要制成单层或多层波纹管。管材一般选不锈钢材料的冷拔薄壁管(无缝管)和用薄板卷焊成的薄壁管(焊缝管),这也是影响波纹管使用寿命和效果的重要因素。由轧制带材、板材经熔融焊接的薄壁管(焊缝管)制成的波纹管要明显强于无缝薄管(无缝管)制成的波纹管,循环寿命有数量级之差。
应用液压成形方法制造的波纹管,是将金属薄壁管装在模具中,从其内部施加液压,同时轴向压缩金 属管而制造出波纹管。管材选用同于机械成形方法,也是选用冷拔薄壁管和用薄板卷焊成的薄壁管应用焊接方法制造的波纹管,是将多个环形弹性金属膜片的外边缘和内边缘分别交替地焊接在一起制成波纹管。
对于机械成形的U型波纹管,每个波纹比焊接波纹管的单个旋圈要占用更多空间高度,在相同位移(行程)下要比焊接波纹管的长度大得多,约3倍左右,需要的延长阀盖更长。但U型波纹不会像焊接波纹管那样容易将工艺物料残留在褶皱层内,强度也大,耐压力高,循环寿命也比较长。
在全行程,工作压力和温度下,焊接型波纹管密封的循环寿命为1万次,额定循环寿命都在10万次循环次数以上。
波纹管主要性能
1、刚度
波纹管的刚度是使波纹管产生单位位移所需要的力,按载荷与位移性质不同可有轴向刚度、弯曲刚度、扭转刚度等,在实际应用中重要的是轴向刚度。对于轴向刚度,是反映波纹管灵敏度的一个参数,刚度越大灵敏度越差。轴向刚度也与波纹数成反比。
2、位移
波纹管的位移是其压紧位移和伸张位移之和,与其波纹数成正比(单波纹位移乘以波纹总数等于总位移),有最大位移及允许位移两种。最大位移指波纹管在外压力作用下,压到波纹之间相互接触时所能产生的最大位移;
允许位移是指波纹管不产生规定塑性变形情况下所能达到的最大位移。在正常使用条件下允许产生的工作位移一般是允许位移的40%-50%。
3、耐压力
耐压力分受内压和外压两种形式,一般来讲,同一波纹管在其它条件相同时,受外压比受内压时的稳定性要好,所以受外压作用时的最大耐压力比受内压时高
4、循环寿命
波纹管随阀杆从全开到全关再到全开的移动过程称之为一次循环,循环寿命是指波纹管在规定压力、温度和轴向行程下往复运动而不破坏最大的循环次数。相同的波纹管的循环寿命是与其工作状态、位移大小、循环频次、压力和温度等有关。应用中的外力强扭转、超量位移和划伤碰伤都严重影响循环寿命和密封效果。
波纹管焊接在阀杆上并使其在自由松弛时为阀门行程的50%,使压紧位移和伸张位移大体相等,可使循环寿命达到最大点。大多数调节型控制阀的行程通常是在25%-75%之间的一个小范围内变化,是在波纹管松弛点附近产生较小位移,而不是全行程动作的整个工作位移,这也能显著延长波纹管的使用寿命,即实际循环次数要比给出的额定循环寿命要长。
5、工作温度
工作温度也是影响波纹管寿命的主要因素之一,不同的波纹管有不同的适用温度范围,但即便在要求范围内,若越趋近于范围上下限,越影响使用次数。



